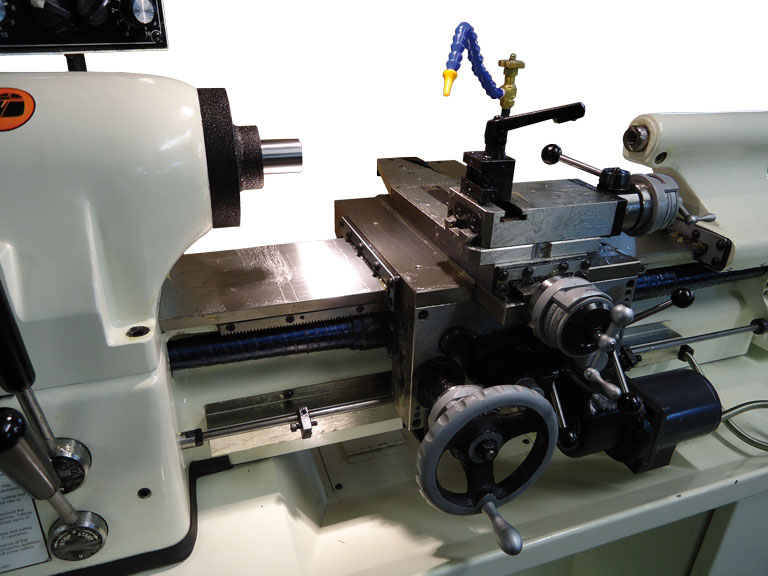
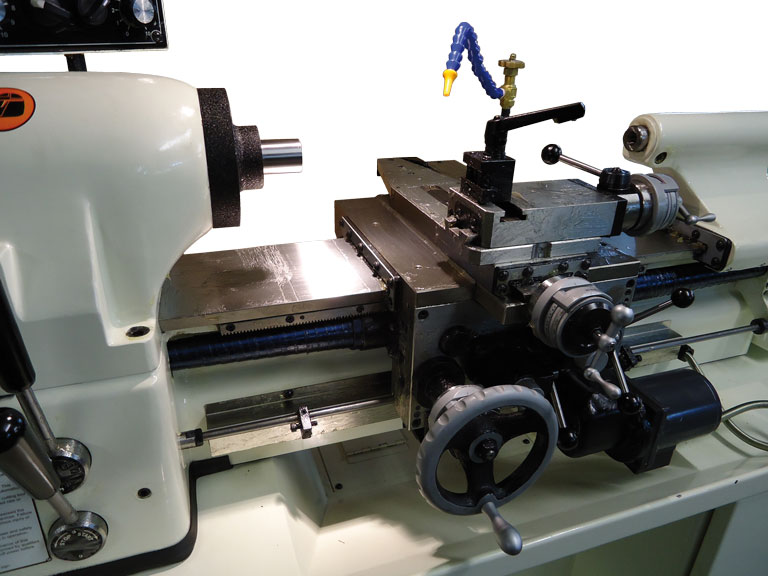
Токарного станка JTL-618DTC DRO
Этот токарный станок не имеет коробку передач для нарезания резьбы, вместо этого он оснащен управляемый компьютером серводвигатель непосредственно связанный с ходовым винтом. Точное применение индикации необходимого выбранного шага резьбы на дисплее с сенсорным экраном, резьба получается самостоятельно точной и, в итоге, исключаются проблемы с получением специальных резьб. На дисплее, кроме того, отображается частота вращения шпинделя, скорость подачи и координаты положения режущего инструмента.
Лучший выбор для инструментальщика:
- Идеален для точения резьб и обработки поверхностей без применения сменных шестерен и коробок скоростей. Легкий переход в метрической на дюймовую систему, точность составляет до третьего знака после запятой;
- Цифровое отображение частоты вращения шпинделя в оборотах в минуту и автоматической подачи инструмента позволяет оператору настроить оптимальным образом процесс точения и режимы резания;
- Цифровое отображение значения силы тока позволяет легко контролировать нагрузку при точении;
- Наличие функции быстрого отвода при точении резьбы уменьшает время на обработку.
Контрольная панель:
- Ходовой винт приводится в действие напрямую сервомотором. Прямое управление интерфейсом шпинделя, декодер используется для передачи прямолинейного перемещения механизмам при помощи ходового винта.
- Жидкокристаллический сенсорный дисплей отображает цифровые данные и настройки;
- Быстро вернувшийся в начало выполняется в зависимости режим принцип временного останова слежения (Быстро возвращение к происхождению выполнено согласно принципу того, чтобы временно отрываться способ прослеживания)
- Производительность минутной подачи автоматической подачи рассчитывается компьютером на основании данных конвертера, таким образом, чтобы точение было точным, легким и сильным.
Что такое DTC:
Станок JET JTL-618DTC это инструментальный токарный станок с Цифровым Контролем Резьбонарезания (DTC), заменяющим традиционную резьбовую коробку передач управляемым микропроцессором сервомотором ходового винта. В прошлом, когда рабочий сталкивается с заготовкой, на которой необходимо было проточить резьбу, не поддерживаемую на обычном токарном станке, он должен рассчитать зубчатое зацепление и заказать специальный набор шестерен и найти способ установки этой пары в механизме в коробке передач. Это экономически не целесообразно, если объем партии не является достаточно большим. Инструментальный станок JTL-618DTC разработан для устранения этой отнимающей много времени работы. С новой системой цифрового контроля резьбонарезания, пользователь имеет возможность легко настраиваться на точение резьбы.
Просто введите требуемый шаг резьбы на числовой вспомогательной клавиатуре пульта управления сенсорного жидкокристаллического дисплея и затем начните цикл резьбонарезания как на других обычных токарных станках. Система DTC контролирует и синхронизирует главное вращение шпинделя и скорость подачи по Оси Z, чтобы выполнить точный цикл нарезания дюймовой (ниток на дюйм) или метрической (мм) резьбы.
Помимо того, на станке с DTC возможно нарезать питчевую резьбу, обычно недоступную на ручных токарных станках, также значительно уменьшен шум и вибрация во время резьбонарезания, потому что больше нет шестерен и самого механизма коробки передач.
Так как JTL-618DTC уже имеет установленную интегральную схему и жидкокристаллический монитор, чтобы облегчить контроль резьбонарезания, следующий логический шаг должен дополнить возможности станка функцией цифровой индикации (DRO). Система цифровой индикации входит в стандартную комплектацию станка и оснащается цифровыми линейками по осям Х и Z фирмы Mitutoyo.
Для людей, знающих по своему опыту высокую точность, качество инструментальных токарных станков во всем мире, JTL-618DTC DRO позволяет расширить возможности оборудования. Этот станок разработан на основе высокоточного инструментального токарного станка JET модели JTL-618VS. Эти станки идеальны для выполнения высокоточных токарных работ с деталями небольших размеров (обычно которые можно зажать в цангах 5С). Гарантируемая некруглость детали не более 0,0012 мм (1,2 мкм).